Safe, Effective, and Future-Ready Solution for the Food Industry
In today’s rapidly evolving food industry, extending shelf life while ensuring food safety has become a top priority for manufacturers worldwide. As a globally recognized leader in sodium benzoate supply, we provide high-purity, internationally certified food-grade preservatives to help our clients enhance product competitiveness and capture new market opportunities!

一. Market Outlook for Sodium Benzoate:
- The preservatives market continues to expand alongside the growth of processed foods and beverage industries, with sodium benzoate maintaining significant market share due to its cost-effectiveness, superior performance, and safety profile
- Emerging markets in Southeast Asia, Middle East, and Africa are experiencing rapid growth in food processing, driving surging demand for sodium benzoate with excellent export potential
- High-purity, low-residue sodium benzoate is increasingly preferred for premium and health-focused food products, aligning with evolving industry standards.
二. Key Product Advantages:
Powerful Antimicrobial Protection – Effectively inhibits mold, yeast, and bacterial growth to significantly extend product shelf life.
Excellent Solubility – Easily dissolves in water for uniform distribution in liquid applications like beverages and sauces.
Optimal Stability – Delivers peak performance in acidic environments (pH 2.5-4.0), making it ideal for carbonated drinks, fruit juices, and similar products.

三. Primary Applications:
As the preservative of choice for global food, beverage, and pharmaceutical industries, our sodium benzoate is suitable for:
Beverages: Carbonated drinks, fruit juices, energy drinks.
Condiments: Soy sauce, vinegar, salad dressings, ketchup.
Confectionery: Jellies, jams, candies.
Preserved Foods: Pickles, canned goods, ready-to-eat meals.
Pharmaceuticals & Cosmetics: Selected medicines, toothpaste, skincare products (as preservative component).

四. Our Competitive Edge:
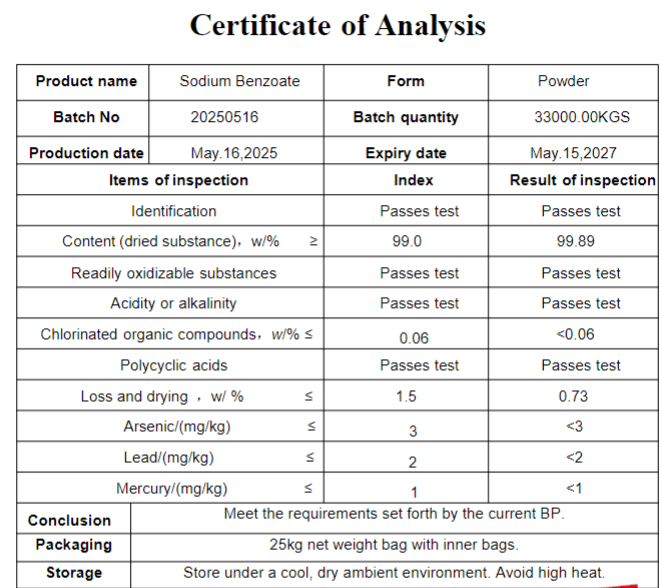
≥99.5% purity with minimal impurities, compliant with global food safety standards.
Large-scale production capacity ensuring stable supply for bulk orders.
Complete export documentation including COA, MSDS, Halal/Kosher certifications.
Custom packaging solutions (standard 25kg/bag or customized specifications).
Efficient global logistics network with professional international shipping.
五 .Why Partner With Us?
17+ years of industry expertise with established markets in Europe, Southeast Asia, and Middle East.
Stringent quality control with full-process testing from raw materials to finished products.
Technical support team providing tailored application solutions.
Competitive factory-direct pricing to reduce your costs.